 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter






CNC H Beam Welding Lines
WH6012 Smart CNC H balksvetslinjer är högpresterande H beam produktionslinjer kombinerade med olika utrustningar och verktyg, som är tillverkade av JINFENG WELDCUT som är den professionella Kina tillverkaren och leverantören av WH6012 Smart CNC H beam svetslinjer med överkomligt pris. WH6012 Smart CNC H-balksvetslinjerna ger mer säkerhet och hög effektivitet för produktionen av H-balkarna eller T-balkarna.
Skicka förfrågan
PDF-nedladdning
Produktbeskrivning
WH6012CNC H balksvetslinjer
WH6012 SmartCNC H balksvetslinjerär högpresterande H-stråleproduktionslinjer kombinerade med olika utrustningar och verktyg, som tillverkas av JINFENG WELDCUT som är den professionella Kina-tillverkaren och leverantören av WH6012 SmartCNC H balksvetslinjermed överkomligt pris. WH6012 SmartCNC H balksvetslinjerge mer säkerhet och hög effektivitet för produktionen av H-balkar eller T-balkar.
JINFENG WELDCUT ger 2 års garanti för WH6012 SmartCNC H balksvetslinjer. De viktigaste elektriska elementen i H-stråleproduktionen är utvalda från det världsberömda varumärket som gör det lättare för användare att hitta delarna lokalt utan att ta sig långt från Kina. WH6012 SmartCNC H balksvetslinjerär de mest avancerade och högautomatiserade produktionslinjerna för att öka produktiviteten för slutanvändare från olika branscher.
Specifikationer
|
Modell |
WH6012 |
WH6012 |
|
Kontroll sätt |
CNC-styrd |
CNC-styrd |
|
H-balks banhöjd |
220-1200 mm |
220-1200 mm |
|
Banans tjocklek |
6-40 mm |
6-40 mm |
|
H-balks flänsbredd |
1400-800 mm |
1400-800 mm |
|
Flänstjocklek |
6-60 mm (Q235); 6-40 mm (Q345) |
6-60 mm (Q345)
|
|
H-balkens längd |
5000-15000 mm |
|
|
Svetstyper |
Häftsvetsning med CO2/MAG |
|
|
Helsvetsning av SAW |
||
|
H balk monterad position |
Horisontell, häftsvetsning på 4 svetssömmar samtidigt |
|
|
H-balk svetsläge |
Horisontell och lutande i 45° |
|
|
Stöd datainsamling för MES |
||
Utrustningslistor
|
Nej. |
namn |
Antal |
Anmärkningar |
|
1 |
WHZ6015 H-balk Horisontell monteringsmaskin |
1 set |
|
|
2 |
WMH36 H-Beam Automatisk SAW-svetsmaskin |
1 set |
4 armar |
|
WMH36 H-Beam Automatisk SAW-svetsmaskin |
2 set |
2 armar |
|
|
2.1 |
WHJ12 CNC-svetslägesställare |
4 set |
|
|
3 |
WJZ6015 H-balk Horisontell riktningsmaskin |
1 set |
|
|
4 |
WFZ6012 H-Beam flipper |
2 set |
|
|
5 |
WHG6012 Rullbord |
6 set |
|
|
6 |
WYG12Beam flytta vagn |
2 set |
|
|
7 |
Intelligent hanteringssystem för datainsamling |
1 set |
|
Funktion och applikation
1. WH6012 SmartCNC H balksvetslinjerär högautomationsproduktionslinjer för att producera den svetsade I-balken och H-balken med färre arbetare och färre kranar.
2. Endast 3 arbetare kan köra det helaCNC H balksvetslinjer.
3. Linjen kan vara helt integrerad med MES-systemet och slutföra realtidskommunikationen mellan den övre datorn och kontrollsystemet, slutföra datainsamlingen av utrustningen, ladda upp all insamlad data till fabrikens MES-system (eller det övre centraliserade kontrollsystemet), och säkerställa aktualiteten och effektiviteten av informationsöverföring.
4. Utformningen och skyddet måste uppfylla kraven i relevanta nationella standarder och miljöskydd. Utrustningssäkerhet och skyddsanordningar måste uppfylla relevanta industristandarder.
5.Denna WH6012 SmartCNC H balksvetslinjeranvänds ofta i stålkonstruktioner och stålkonstruktioner, offshore, onshore, för svetsning av H-balk för tillverkning av byggnader, verkstäder, fabriker eller broar etc.
6. Den flexibla designen av svetsutrustningen gör det möjligt att stödja alla märken av svetskraftkällor.
6. CE, ECA-certifierade finns tillgängliga.
7. Denna linje tillhandahåller produktion från lätt balk till mycket tung balk med stor tjocklek utan att ändra några verktyg eller utrustning.
8. Från montering till uträtning behöver hela bearbetningen inga kranar, vilket avsevärt minskar risken för att använda kranar.


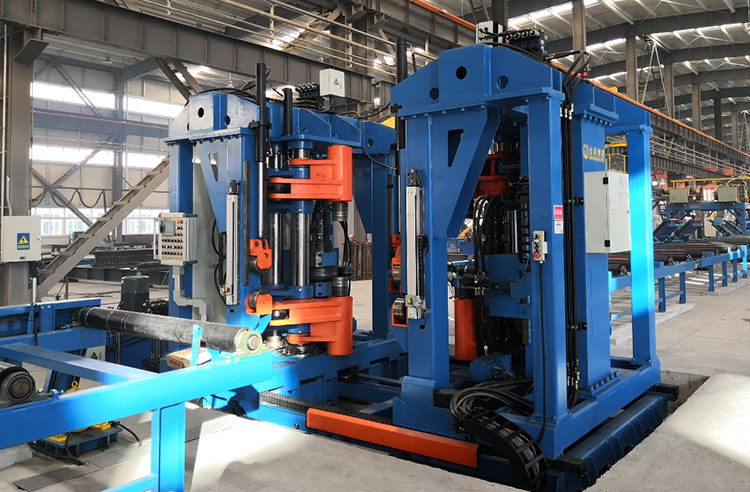
Strukturvy
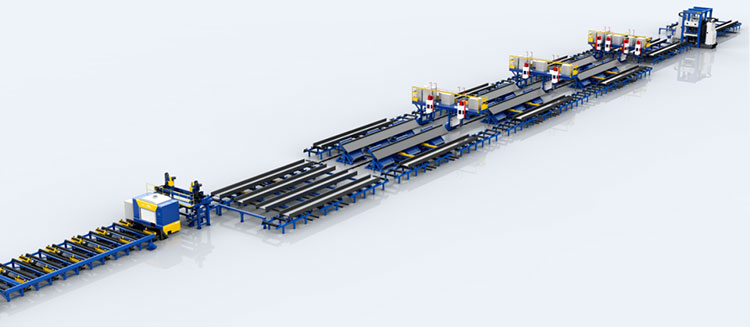
Lista över utrustningsmodulerna som används i WH6012 SmartCNC H balksvetslinjer
1-monteringsområde, inkluderar:
En uppsättning inmatningsrullbord utrustad med flänsvipp och banlyftare för att passa de 2 flänsarna och 1 banan i H-form läge och klämma fast dem i H-form.
En horisontell H balk monteringsmaskiner - för CO2/MAG punktsvetsning till montering av väv och flänsar i H-form.

De två flänsplattorna och en banplatta som ska monteras och formas lyfts med kran på inmatningsrullbordet.
Sedan, enligt det automatiska programmet, kommer utrustningen att lyfta banplattan, fälla upp de två flänsplattorna och klämma fast banplattan till att initialt bilda en H-form, och sedan transporteras de till huvudmaskinen tillsammans. Sedan samordnar enheten installerad på maskinen för att rikta in änden av banan och flänsar, banpressanordning, H-balkklämanordning, automatiskt kontrollsystem och fyra uppsättningar svetsbrännare och andra komponenter för att samarbeta för att snabbt slutföra monteringen av H-balken genom punktsvetsning.

Anordning för att lyfta banan och fälla upp flänsarna
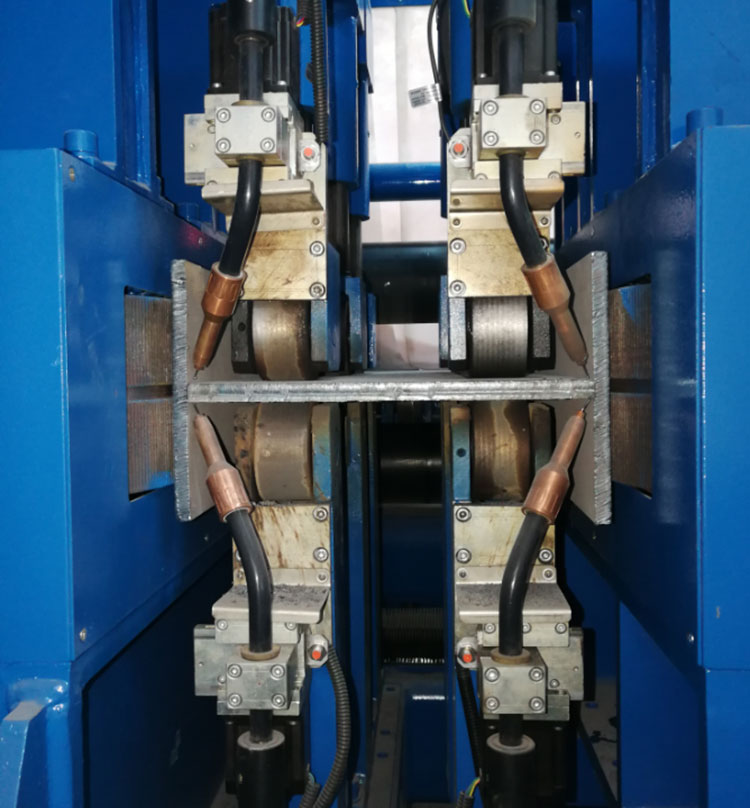
Punktsvetsning på 4 sömmar samtidigt
Endast en person krävs för att mata in eller ringa efter specifikationerna och parametrarna för H-balken på det automatiska styrsystemet och trycka på startknappen för att starta maskinen, efter att laddningen av flänsplattan och banplattan är klar. Därför är det mindre användning av kran och hög säkerhetsprestanda;
Under maskinen fungerar under normala förhållanden, efter att materialen har lyfts på ingångsrullbordet, finns det inget behov av manuellt ingripande i mitten av monteringen (som manuell positionering, extra nivellering av åkkran, knackningskorrigering, lyftning, vältning, vikning, etc.), så graden av automatisering är mycket hög;
Eftersom varje nyckelpositionering av H-strålen styrs av servomotorn och detekteras av sensorn, undviks noggrannhetsavvikelsen orsakad av mänsklig förlägenhet.
Samtidigt styrs alla svetspunkter i de fyra svetssömmarna automatiskt av maskinen, och enhetligheten i svetspunktens storlek och avstånd är bättre än för manuell punktsvetsning.

Monteringsmaskin för horisontell H-balk

2-Svetsområde
inkluderar:
WHM36 H-Beam Automatisk SAW-svetsmaskin som är utrustad med 4 nedsänkta bågsvetshuvuden (stöder enkelbågssvetsning eller tandembågsvetsningsteknik).

Utrustningen består av två delar: portalsvetshuvudmaskinen och multipositionssvetspositioneraren. Enligt svetsegenskaperna för H-balken och processegenskaperna för tandembågssvetsning under vatten, designar vi två svetslägen för denna utrustning, vilket är den mest speciella designen: "dubbelarm vid platt kälsvetsning" eller "enarm i kälsvetsning i nedåtgående". Syftet med denna design är att maskinen automatiskt kan välja det optimala svetsläget för att åstadkomma snabb svetsning på H-balken, beroende på de olika tjockleken på banorna hos H-balken. Och svetsbordet med flera lägen arbetar med behovet av svetsteknik/läge för att vända H-balken i olika nödvändiga vinklar, för att på så sätt uppnå bästa penetration och svetssömsprestanda. Förutom flerpositionssvetsbordet finns det 180 graders balkflipper som arbetar mellan svetsbord och rullbord, denna flipper kommer att hjälpa till att realisera den automatiska inmatningen av H-balken, och utmatningen och den automatiska vändningen för svetsningen på olika svetssömsnummer.

Svetsning i horisontellt läge= platt kälsvetsning
ELLER:
WHM36 H-Beam Automatisk SAW-svetsmaskin som är utrustad med 2 nedsänkta bågsvetshuvuden (stöder enkelbågssvetsning eller tandembågsvetsteknik).

WHM36 H-Beam Automatisk SAW-svetsmaskin
Svetsning i tiltläge= kälsvetsning i nedhand
För att arbeta med varje SAW-svetsmaskin finns det 2 uppsättningar av CNC-svetspositionerare för varje maskin för att vrida H-strålen horisontellt eller 55 grader för att säkerställa god svetskvalitet.

CNC-svetspositionerare

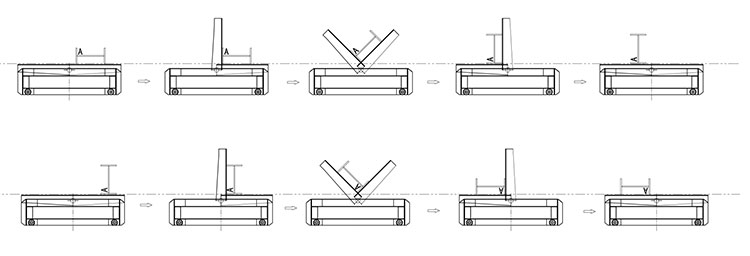
I svetsområdet finns balkflipper för att välta balken i 90 grader eller 180 grader för olika svetsändamål.

Strålflipper för att välta H-balken
Arbetsflödesschemat för strålflipper:
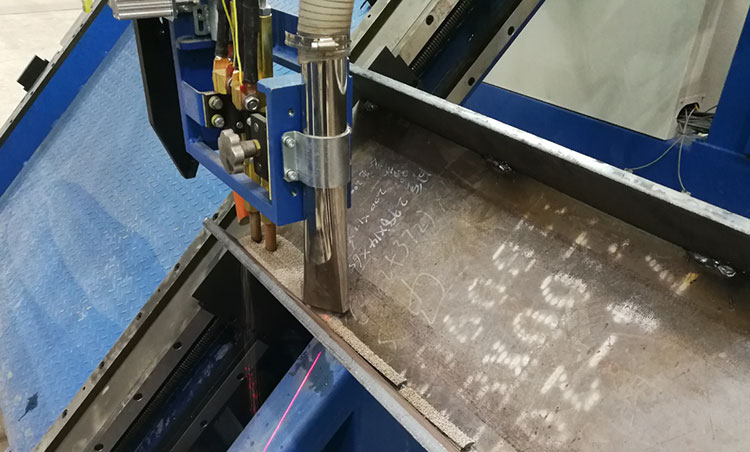
3-Uträtningsområde, inkluderar:
En uppsättning Beam-flipper för att välta H-balken från âHâ-position till âIâ för att räta ut balkens fläns genom att räta ut maskinen.
En H balk flänsriktare - för att räta ut flänsarna på H balk. En H-balk har 2 flänsar. Båda flänsarna behöver rätas upp. Men maskinen en gång kan räta på en fläns. Så efter att ha rätat ut 1 fläns, kommer balkflippern att välta balken i 180 grader för att göra den fläns som behöver rätas på undersidan.
CNC horisontell riktningsmaskin

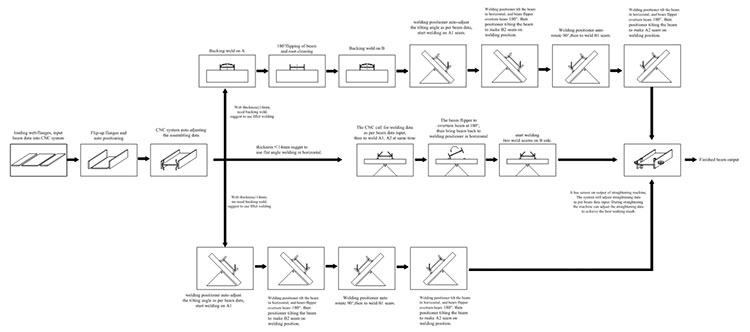
Hur producerar man en svetsad H-balk/I-balk av stålplåt?
Nedan följer produktionsflödesschemat för produktionen från plåtar till H-balk och slutbesiktning.
Produktionsflödesschema
H-balksvetslinor installerade i Usersâ fabrik
Hot Tags: CNC H Beam Welding Lines, Kina, Tillverkare, Leverantörer, Partihandel, Fabrik, Customized, Made In China, Pris, Kvalitet, ECA
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy