 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter








Plamsa och Oxyfuel skärmaskiner
JINFENG® är den professionella Kina-tillverkaren och leverantören av CNC Plamsa- och Oxyfuel-skärmaskiner till ett överkomligt pris. CNC Plamsa och Oxyfuel Cutting Machines är högpresterande termisk skärmaskin för bearbetning på metallplåt med olika funktionella utrustningar och verktyg.
Skicka förfrågan
PDF-nedladdning
Produktbeskrivning
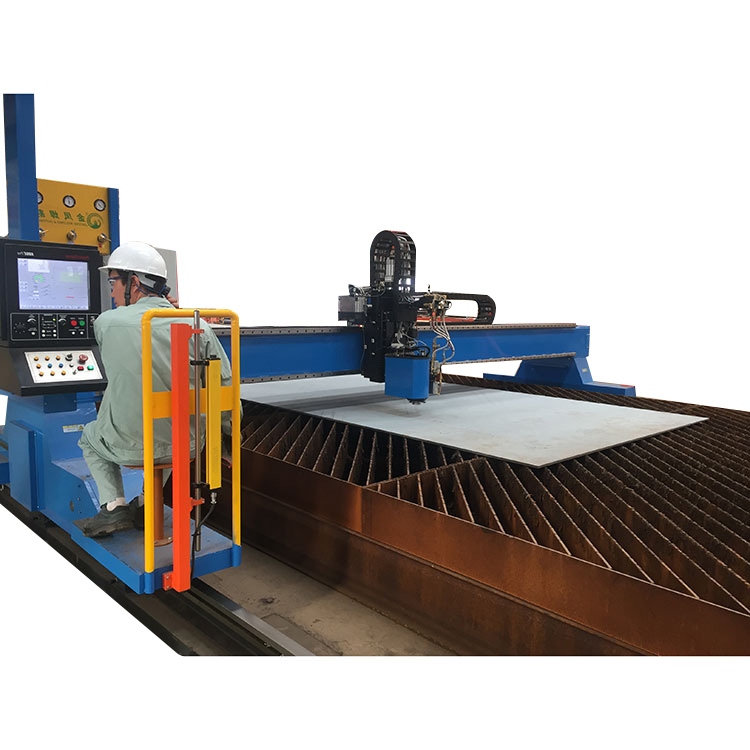
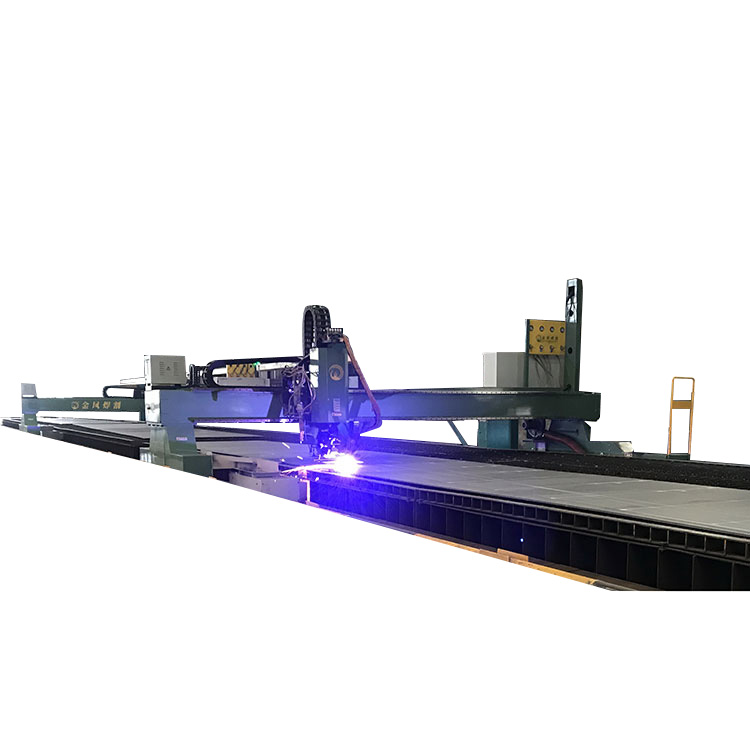
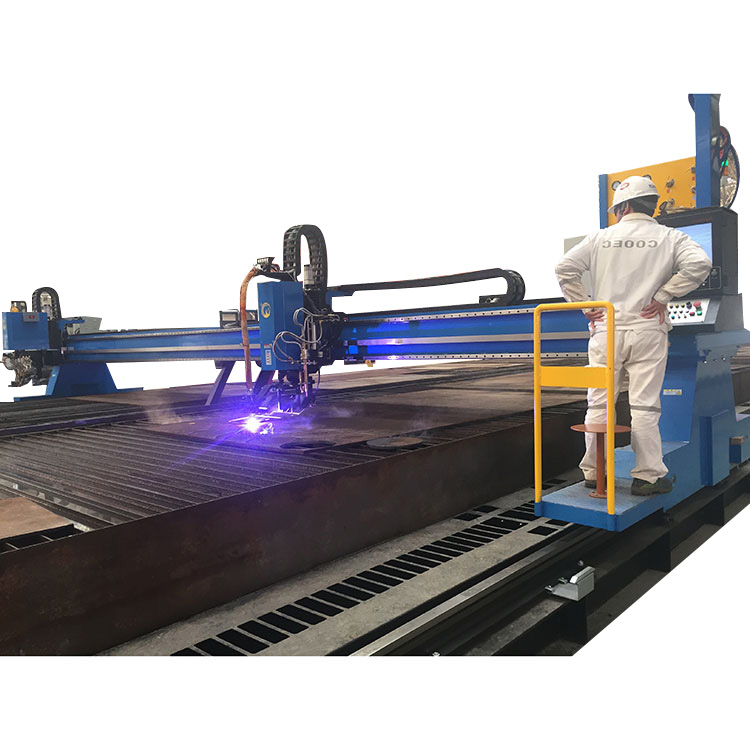
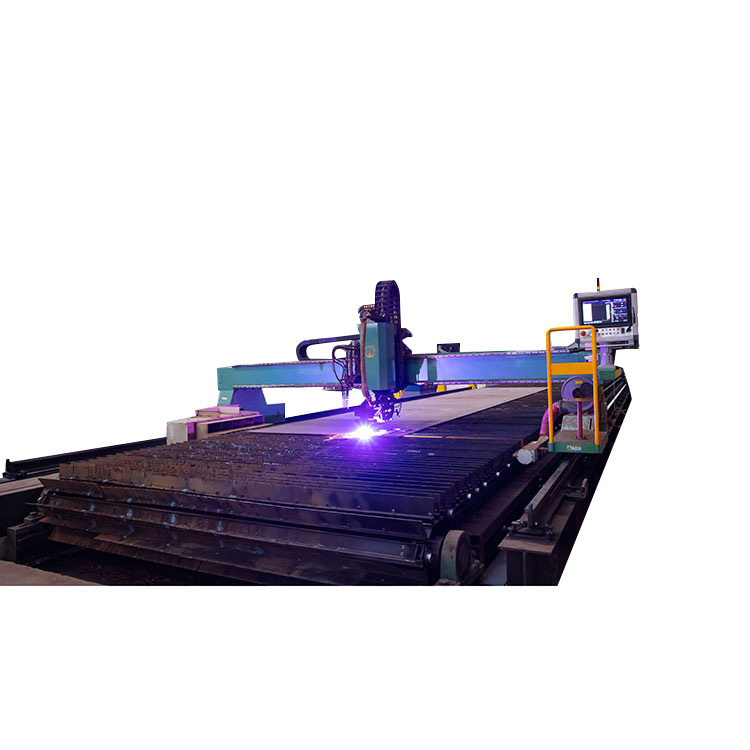
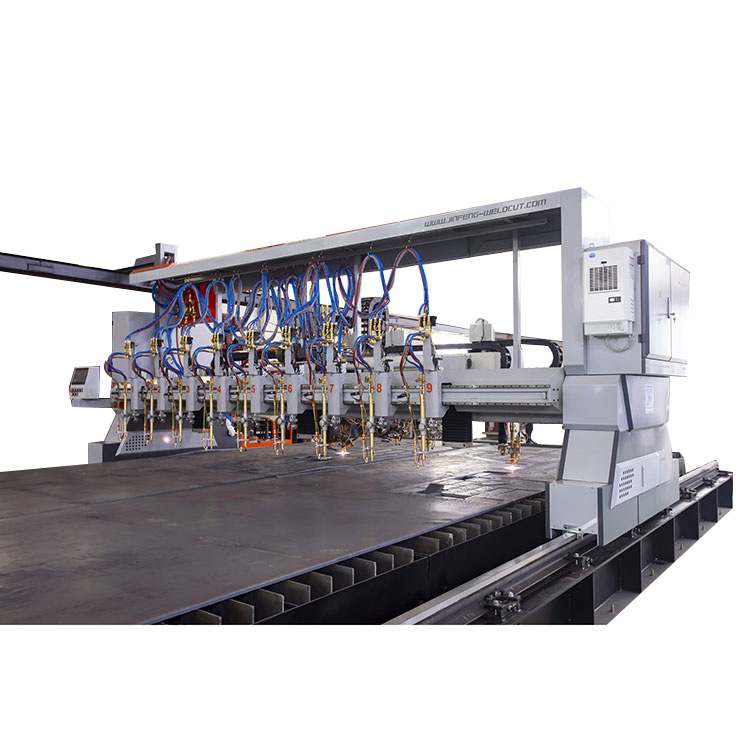
JINFENG® är den professionella Kina-tillverkaren och leverantören av CNCPlamsa och Oxyfuel skärmaskinermed överkomligt pris. CNC:nPlamsa och Oxyfuel skärmaskinerär högpresterande termisk skärmaskin för bearbetning på metallplåt med olika funktionella utrustningar och verktyg.
TG/TPG
CNCPlamsa och Oxyfuel skärmaskiner
För all CNCPlamsa och Oxyfuel skärmaskinersom tillverkas av JINFENG WELDCUT kommer att levereras till slutanvändaren med 2 års garanti.
CNC:nPlamsa och Oxyfuel skärmaskinerär dubbeldrift med servomotorer. Skenorna för portal som körs på är gjorda av järnvägsskena med hög hårdhet, som är exakt bearbetning och slipning med rälsslipmaskin för att säkerställa skenornas noggrannhet mindre än 0,02 mm, vilket för att säkerställa högkvalitativ skärning av delarna.
CNC:nPlamsa och Oxyfuel skärmaskinerär mycket populära i olika branscher för bearbetning av metallplåt.
Specifikationer
|
Modell |
TG |
TPG |
|
Spännvidd på järnväg |
6m ~14m |
3m ~14m |
|
Arbetsbredd |
Spännvidd - 1m |
Spännvidd â 1,5m |
|
Skenlängd |
>6m |
>6m |
|
Plasma Rotation Fasskärning |
Nej |
Ja |
|
Oxyfuel Rotation Fasskärning |
Ja |
Ja |
|
Bläckstrålemarkör |
Ja |
Ja |
|
Plasma vertikalskärning |
Ja |
Ja |
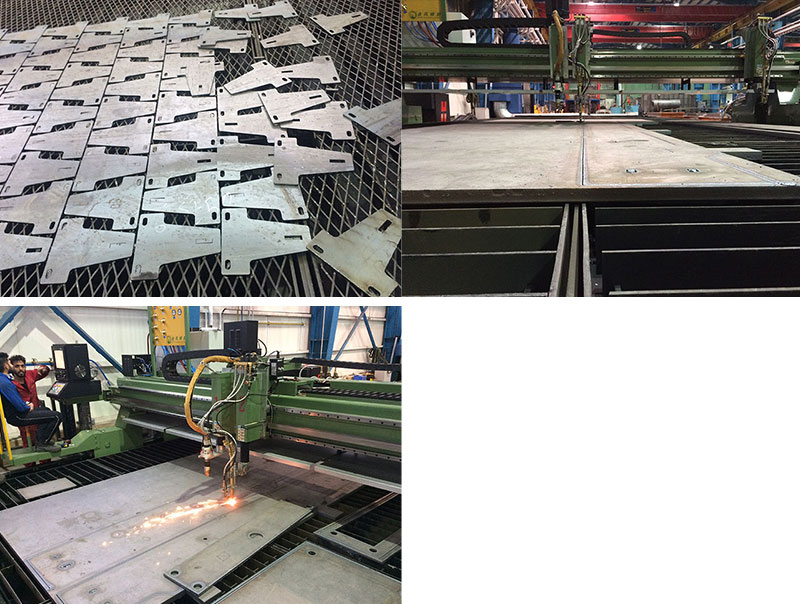
Funktion och applikation
1. Stöd torr plasmaskärning, plasmamärkning, skärning av syrebränsle, CAD-CAM-programvara, bläckstrålemärkning, många olika funktionella verktyg och utrustning.
2. Avlastningshastighet upp till 18m/min för dubbel körning. (Högre hastighet som tillval)
3. Stöd olika kapslingsprogram som kan skapa skärprogram enligt DIN-standard.
4. Enkel och enkel installation
Utrustning och verktyg
För användarens olika bearbetningsändamål finns det många valfria utrustningar och verktyg som kan integreras i CNC:nPlamsa och Oxyfuel skärmaskineratt realisera den speciella skärningen för att öka produktionseffektiviteten för kunderna.
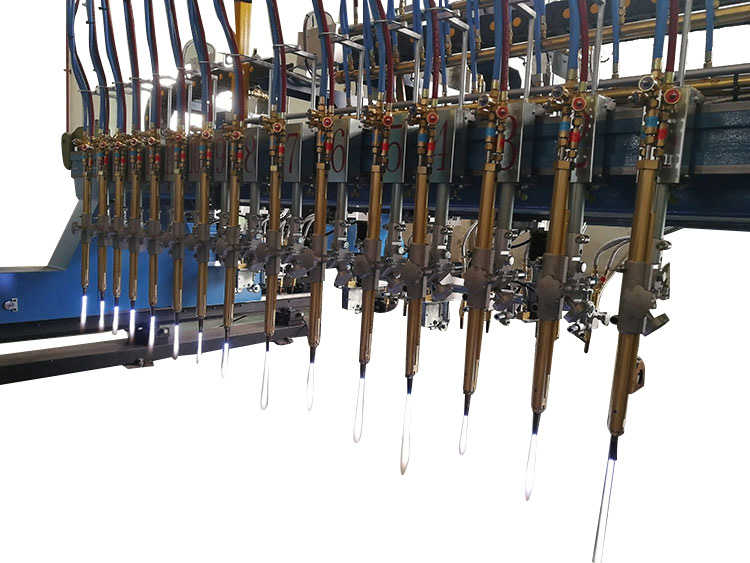
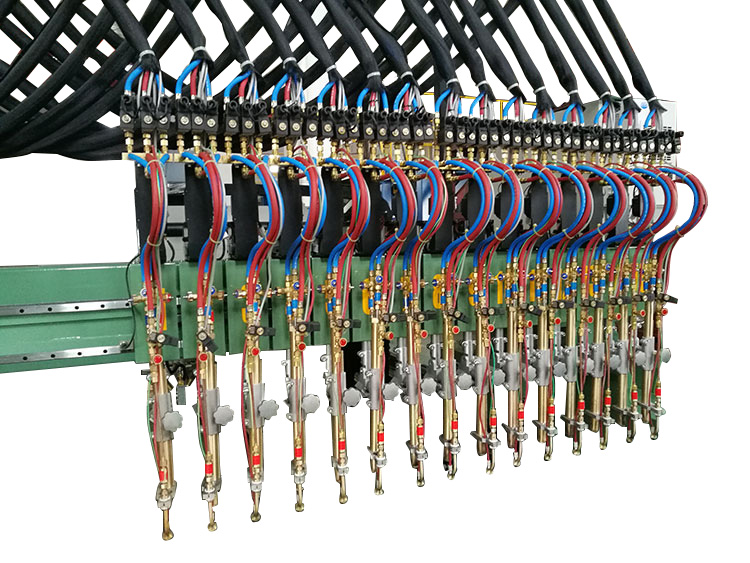
1.0 Multifacklar
Kunderna kan välja antalet CNC-brännare som de behöver.
CNC oxyfuel-brännaren är med självtändningsanordning och kapacitiv höjdsensor som tillval
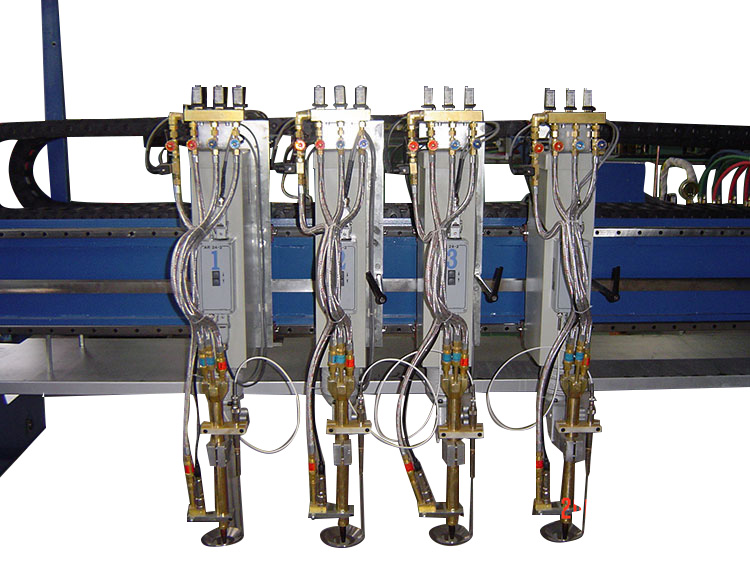
2.0 Bandskärning
Bandkapningsenheten är specialdesignad för stålbyggnadsföretag, varv som har många band att skära. Mestadels används remsorna i stålkonstruktionsbranschen som väv och flänsar för att producera den svetsade H-balken eller på varven som väv och flänsar för att producera T-balkar för fartygets förstyvningar. Bandskärbrännarna kan installeras på baksidan av CNCPlamsa och Oxyfuel skärmaskiner.
3-bandsklippning med automatisk parkering
På varje bandbrännare är en servomotor installerad. Genom att mata in läget och avståndet mellan remsbrännarna kan varje remsbrännare flyttas till det läge som behövs i automatiskt läge, utan manuell justering av arbetaren.
4. Trippelt ficklampshuvud för rakt avfasat huvudâFlame 1D Bevel
Inom ståltillverkning finns det många svetsjobb. För svetsning av god kvalitet med full penetration kan det krävas att fasförberedelser för svetsning krävs. För denna applikation introducerar vi fasskärning med ett trippelt brännarhuvud, vilket är ett fashuvud med 3 st oxy-skärbrännare. De 3 brännarna brinner samtidigt för att skära på stålplåten för att få en del med en fas i V, Y eller K som kan behöva skäras i ett pass. Vilket är en mycket högeffektiv process för fasskärning.

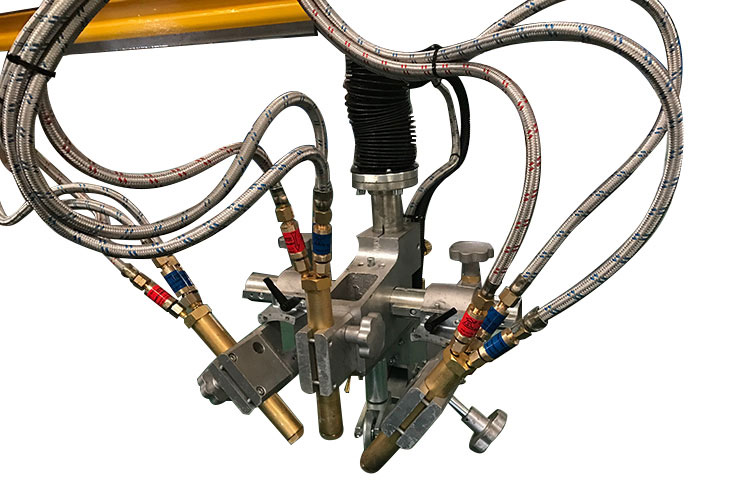
5. Plasmahuvud för rotationsfasningâPlasma 3D-fasning
Detta är ett oändligt rotationsfashuvud för att skära delarna med böjd linje med fasad kant för svetsning
Eftersom Plasma 3D-fashuvudet för fasskärning är mer tungt jämfört med andra brännarhuvuden, men plasmaskärning kräver hög styvhet och hög acceleration. Av denna anledning har vårt företag använt höghållfasta flygaluminiummaterial för att tillverka detta Plasma 3D-fashuvud och med hjälp av tekniken för friktionsrörsvetsning för att svetsa Plasma 3D-fashuvudet för att minska vikten på vagnen. Slutligen uppnår vi den låga vikten, höga styvheten och höghastighetsaccelerationen hos Plasma 3D avfasningshuvud för att öka skärkvaliteten hos plasma. Lyftkroppen antar formen av linjär styrskena + kulskruv för att uppnå högprecisionslyftning och flyttning av skärbrännare

6. Flame trippelhuvud för rotationsfasningâ Flame 3D fas
Detta är ett rotationshuvud med tredubbel gasbrännare för att skära på delar med fasad kant med böjd linje.
Dess struktur är att fixera 3 facklor på en station. First Torch används för skärning av underfas. Andra brännaren för vertikal skärning, tredje för skärning av övre fas. Genom denna skärning kan man då uppnå avfasning med viss noggrannhet. Fasningstyperna är: V, X, Y, K. Fasvinkeln är 23-45º. Eftersom avfasningsvinkeln är relativt plåttjockleken, är det därför begränsat till avfasningstjockleken. Den maximala avfasningstjockleken är 75 mm. Se tabellen för skärtjocklek och vinkel för Flame trippelbrännare med rak linje fasad station. På den övre vagnen installerar vi en rotationsenhet för att rotera trippelbrännarenheten med servomotor och växellåda för att få exakt, pålitlig rotationsrörelse. Huvudet roterar upp till 400 grader i båda riktningarna från nollläget

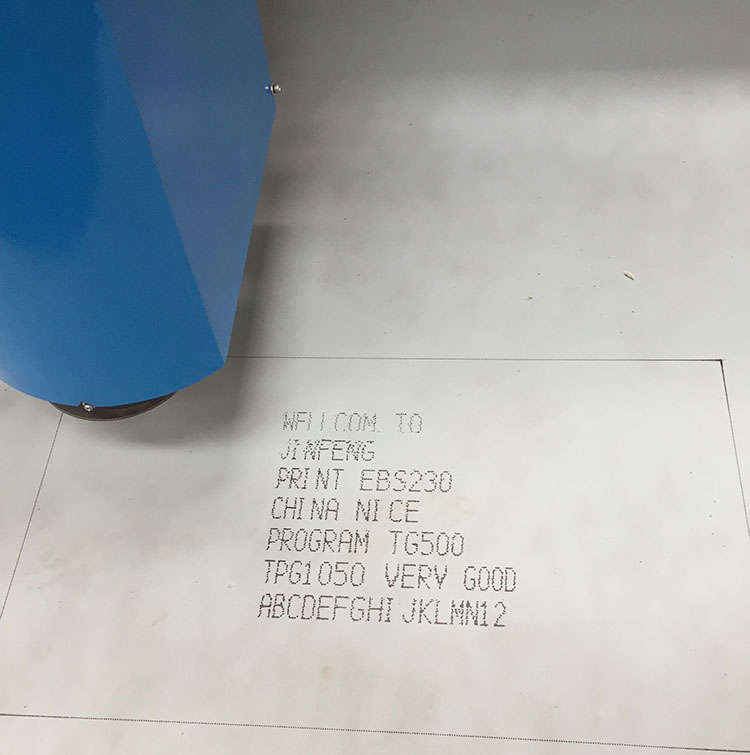
7. InkJet-markör
Bläckstrålemärkningsanordningen är ett känt märke från Tyskland.
Innan du skär på stålplåt, namnet på delen, delens position i stålkonstruktionen och den efterföljande bearbetningsprocessen för varje sida av delen, såsom kraven på svetsning, sprutning på skärdelen. Å ena sidan är det bekvämt för identifiering och lagring och transporthantering av delar, å andra sidan är det bekvämt för bearbetning och montering och svetsning av delar i den efterföljande processen
JINFENG använder den importerade tyska bläckstråleskrivaren. Efter slutet av bläckstrålen flyttas återflödesröret automatiskt till munstycket för att bilda en förseglad slinga och förhindra att bläcket torkar. Det kan effektivt lösa problemet med att vanligt munstycksbläck är lätt att torka och blockerar munstycket. Högkvalitativ stålyta bläckstråle antar magnetventil med hög tillförlitlig patenterad teknologi, vilket avsevärt förbättrar täthet och känslighet, gör typsnittet mer flexibelt. Tyska Inkjet-maskinens prestanda är pålitlig, hållbar, kan möta alla typer av industriella bläckstrålebehov, kan arbeta i tuff miljö, såsom dammmiljö, våt miljö, vibrationsmiljöproduktionslinje kan också vara normal drift. Vid nödvändigt underhåll gör modulariseringen av utrustningen att du enkelt kan byta ut de felaktiga delarna, vilket avsevärt minskar tiden för felbehandling och minskar kostnaderna.
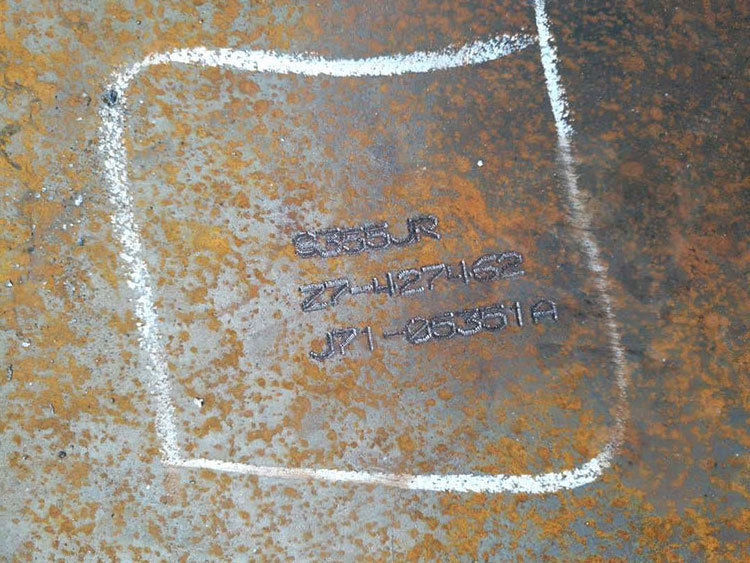
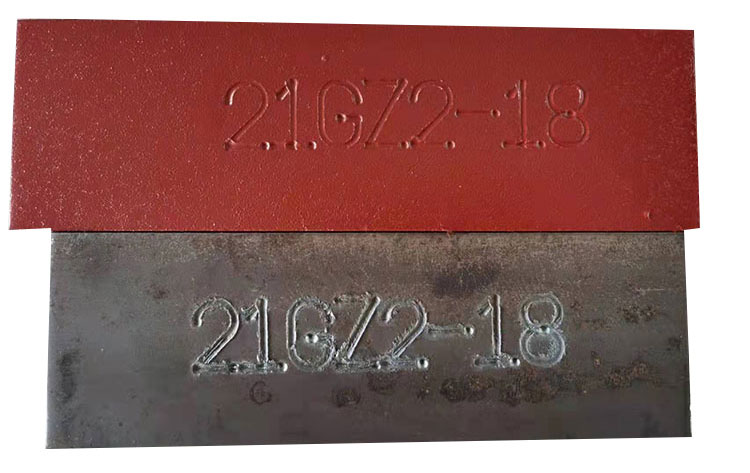
8. Prickpenna-markör
Enligt användarens krav att stansa bokstäverna och siffrorna som delnummer för varje skuren del, och dessa stansning på den skurna delen är permanent under lång tid.
Stansmärkning är en mycket viktig funktion inom skärteknik.
När användaren gör CAD-ritningar av den skurna delen måste de mata in stansmarkeringsinformationen. Sedan kommer kapslingsmjukvaran automatiskt att konvertera märkningsdata till skärprogrammen.
|
varumärke |
Märke från G7 |
|
Karaktärens höjd |
10 mm |
|
Max antal rader |
5 rader |
|
Max antal tecken per rad |
20 |
|
Max markeringsyta på varje del |
100x80mm |
|
Rotation |
Ingen rotation |
9. Plasmamärkning
Efter konfigurering av mjukvarudelen kan plasmaskärbrännaren realiseras med plasmaritningsfunktionen på plattorna.
|
1 |
Linjebredd |
2-3 mm |
|
2 |
Linjedjup |
0,05-0,2 mm |
|
3 |
Markeringshastighet |
1000-2000 mm/min |
|
4 |
Markeringslängd |
Max 12000 mm |
|
5 |
Markeringsbredd |
Banbredd â brännares diameter |
|
6 |
Liten ström släpps ut med stålets yta för att bilda repor på stålets yta |
|
Hot Tags: Plamsa And Oxyfuel Cutting Machines, Kina, Tillverkare, Leverantörer, Partihandel, Fabrik, Customized, Made In China, Pris, Kvalitet, ECA
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.
Relaterade produkter






X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy