 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter






Monteringsmaskiner för boxbalk
XXZ15 Box beam monteringsmaskiner är högpresterande utrustning i raden för att producera box beam, som tillverkas av JINFENG WELDCUT som är den professionella Kina tillverkaren och leverantören av XXZ15 Box beam monteringsmaskiner med överkomligt pris. Monteringsmaskinerna för boxbalkar XXZ15 ger mer säkerhet och hög effektivitet för montering av plattorna i U-form och boxform som behövs för produktionen av boxbalkar.
Skicka förfrågan
Produktbeskrivning
JINFENG WELDCUT ger 1 års garanti för XXZ15Maskiner för montering av lådbalkar. De huvudsakliga elektriska delarna i Box-balkens produktionslinjer är valda från det världsberömda varumärket som kommer att göra det lättare för användare att hitta delarna lokalt utan att ta sig långt från Kina. XXZ15Maskiner för montering av lådbalkarär den mest avancerade och högeffektiva utrustningen för att öka produktiviteten för slutanvändare från stålkonstruktioner, stålkonstruktioner och högbyggande.
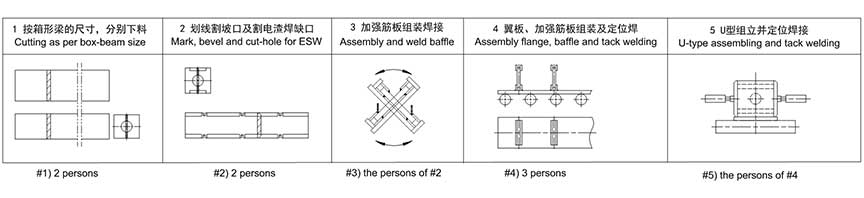
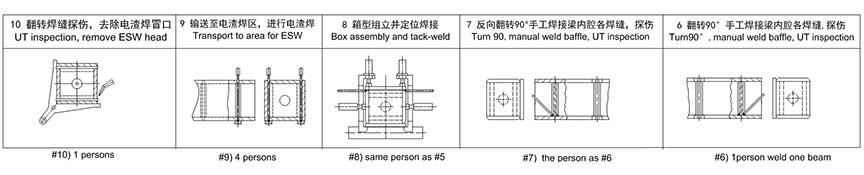
Lådbalken (pelaren) är sammansatt av en "U"-formad balk och en täckplatta som har punktsvetsats och formats. Under monteringen är arbetsstycket stationärt, huvudmaskinen rör sig i sektioner och klämmonteringsläget är placerat efter behov.




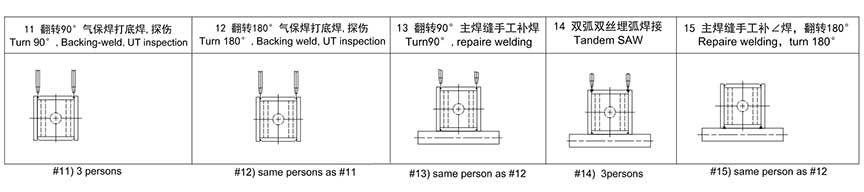
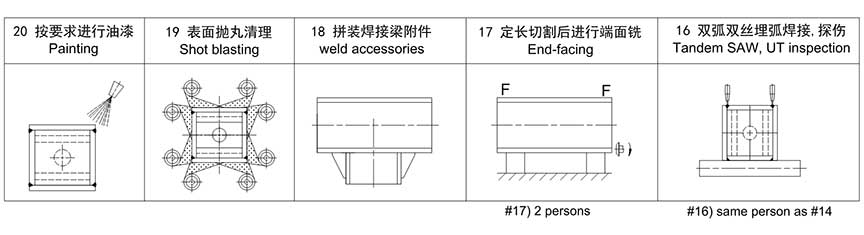
Produktionsflödesschema
Strukturvy

Specifikationer
|
1 |
Box balk bredd |
□300~□1500 mm |
|
2 |
Box balk höjd |
□300~□1500 mm |
|
3 |
Box balk längd |
6000–15000 mm |
|
4 |
Skenlängd |
19 000 mm |
|
5 |
Spännvidd på järnväg |
2500 mm |
|
6 |
Huvudmaskinens rörelsehastighet |
0,5~4 m/min |
|
7 |
Arbetstryck för hydraulsystem |
12 Mpa |
|
8 |
Maximalt tryck på sidocylindern |
15t×2 |
|
9 |
Maximalt tryck i den övre cylindern |
21t×2 |
|
10 |
Körläge |
Dubbelsidig frekvensomformare |
Funktion och applikation
XXZ15Maskiner för montering av lådbalkarhar följande fördelar:Lådbalken (pelaren) är sammansatt av en "U"-formad balk och en täckplatta som har punktsvetsats och formats. Under monteringen är arbetsstycket stationärt, huvudmaskinen rör sig i sektioner och klämmonteringsläget är placerat efter behov.
Lyft först den "U-formade" punktsvetsade på monteringsmaskinens transportrullbord eller transportera den till denna station från den tidigare "U-formade" monteringsstationen. Lyft sedan upp den övre täckplattan på den "U-formade" enligt ritningskraven och använd den som en pressanordning på värdsidan och en övre pressanordning. Pressa och punktsvetsa den övre täckplattan för att slutföra monteringen av hela arbetsstycket. Sammansättningen av segment av ett arbetsstycke i längd uppnås genom värdmaskinens rörliga position. Det sammansatta arbetsstycket skickas till nästa process av transportrullbordet för vidare bearbetning.
(De manuella CO2 MIG-svetsmaskinerna här levereras av Användaren. De manuella svetsmaskinerna finns inte i säljarens/leverantörens utbud)
Lådbalksmonteringsmaskiner installerade i användarnas fabrik
Hur producerar man en svetsad boxbalk från stålplåt?
Nedan följer produktionsflödesschemat för produktionen från plåtar till H-balk och slutbesiktning.Produktionsflödesschema
Hot Tags: Lådbalksmonteringsmaskiner, Kina, tillverkare, leverantörer, grossist, fabrik, kundanpassad, tillverkad i Kina, pris, kvalitet, ECA
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy